La separazione mediante l’acciaio è caratterizzata dalla penetrazione di un cuneo in acciaio nel materiale, che ne provoca la separazione. Il taglio con acciaio è utilizzato principalmente per il trattamento di materiali morbidi e per le rifiniture.
Punzonatura, foratura e tranciatura

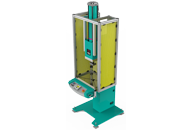
| Punzone con premilamiera |

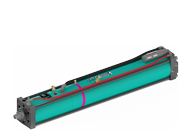
| Punzone TOX®-SHR |

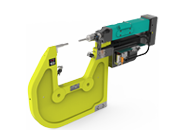
| Pinze modulari |
In linea di principio, non importa se si desidera processare: lamiera, plastica, cartone, tessuti o lamine.
Oppure, se si desiderano: tagli chiusi o aperti, tagli di formatura (bordi uniformi/planari e tagliati pieni), fori singoli o multipli con una singola corsa o foratura + alimentazione + calibrazione con una sola corsa.
Il nostro impegno per la qualità offre ai nostri clienti il massimo vantaggio:
Secondo la norma DIN 8588, per separazione o foratura si intende la separazione meccanica non di taglio dei pezzi con l’aiuto di bordi di taglio. Grazie a questa procedura, possono essere prodotte in tempi estremamente ridotti elevate quantità di componenti precisi e complessi di metallo o altri materiali.
Questa procedura è probabilmente utilizzata per l’ulteriore trasformazione dei prodotti semilavorati come fogli di metallo, pezzi semilavorati del settore automobilistico o parti in plastica del settore degli elettrodomestici.
Gruppi di foratura principali
Separazione mediante taglio con acciaio, taglio mediante l’avvicinamento di due elementi in acciaio e tranciatura.
Taglio con acciaio
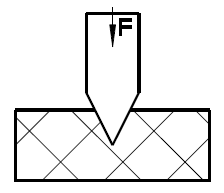
La separazione mediante l’acciaio è caratterizzata dalla penetrazione di un cuneo in acciaio nel materiale, che ne provoca la separazione. Il taglio con acciaio è utilizzato principalmente per il trattamento di materiali morbidi e per le rifiniture.
Taglio con due acciai in avvicinamento
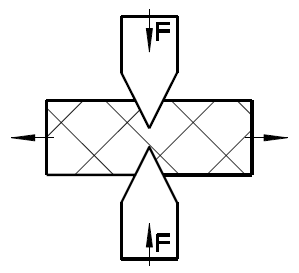
Contrariamente al taglio con acciaio, in questo caso nel materiale penetrano due cunei in acciaio. La stretta con un paio di pinze è un esempio di questo tipo di separazione.
Anche questo processo è utilizzato principalmente per il trattamento di materiali morbidi e per le rifiniture.
Tranciatura
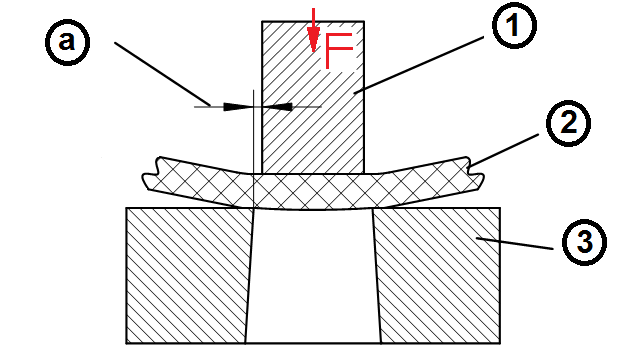
[1] Punzone
[2] Pezzo del componente
[3] Matrice
[a] Distanza della matrice
[F] Forza
La tranciatura è il processo più utilizzato nelle industrie, è molto produttivo e di grande importanza commerciale. Questo processo è realizzato da due cunei di taglio mobili (o almeno uno di essi) che si avvicinano. Le parti del materiale della superficie di taglio vengono avvicinate. Questo processo ha bisogno di tre fasi:
A causa della forza di taglio impiegata, la lamiera si flette elasticamente e viene quindi deformata plasticamente e comincia a fluire. Infine, avviene la frattura e il materiale si rompe. Quando si eseguono processi di tranciatura, generalmente si differenzia il taglio a perimetro aperto da quello a perimetro chiuso. Un esempio del taglio a perimetro aperto è il taglio di un nastro metallico (come il taglio con le forbici). Se la linea di taglio totale si trova all’interno del pezzo, il taglio sarà a perimetro chiuso.
Una distanza corretta della matrice è una condizione essenziale per un effetto di tranciatura ottimale, elevata qualità di taglio e lunga vita utile degli utensili. La distanza della matrice necessaria dipende in particolare modo dalla resistenza al taglio e dallo spessore della lamiera.
Nell’opuscolo TOX®-Piercing Systems, una tabella mostra i valori della distanza della matrice.
Sequenza di un processo di foratura
L’utensile è montato su una pressa o una struttura ad arco per foratura.
L’utensile superiore con il punzone di taglio viene spostato verso il pezzo dall’azionamento.
L’estrattore a molla viene posizionato sul pezzo e le molle vengono compresse.
Il punzone di taglio arriva in fondo e l’unità continua ad accumulare forza.
Il punzone di taglio penetra nella lamiera, per 1/3 della profondità nel pezzo in caso di distanza ottimale della matrice.
Lo sfrido di foratura attraversa la matrice e provoca il rilascio improvviso del sistema di azionamento. Tale rilascio di tensione di pressione è detto anche “impatto di taglio”.
Lo sfrido di punzonatura viene eliminato.
Una buona qualità di taglio dell’utensile dipende da:
La configurazione costruttiva e la modalità operativa di un utensile da taglio hanno un’influenza decisiva sul risultato della produzione. Tra gli altri parametri, gli utensili vengono distinti in base al tipo di guida. Gli utensili da taglio hanno tre tipi di guida principali.
Il sistema modulare ben congegnato di TOX® PRESSOTECHNIK fornisce soluzioni complete per quasi tutte le applicazioni di punzonatura. La configurazione del sistema richiesta per l’applicazione viene eseguita selezionando i componenti appropriati.
Essi rappresentano la base di un sistema di pressatura, che può essere combinato nel Navigatore di sistema.
Calcolo delle punzonatrici
Per definire la dimensione di un sistema, è necessario calcolare la forza di taglio.
Fs= ls x s x ks
Fs = forza di taglio
ls = lunghezza di taglio
s = spessore della lamiera
ks = resistenza al taglio (circa. 0,8 x Rm)
Rm = resistenza alla trazione del materiale
Per la progettazione di pinze o utensili, è necessari aggiungere un valore di sicurezza pari al 20% circa.
Gli acciai rettificati inclinati possono ridurre notevolmente la forza di taglio. Per gli angoli smussati, max 10°.
Se la forza di taglio totale supera i 25 kN, è necessario adottare misure costruttive.

Contatti IT: +39 02 61039788 Modulo di contatto |
Cookie Information Per ottimizzare la navigazione nel nostro sito da parte degli utenti, utilizziamo dei cookie. È possibile impedire o regolare i cookie impostando il proprio browser. |